项目简介
钢在各种热加工工序的加热或保温过程中,由于氧化气氛的作用,使钢材表面的碳全部或部分丧失的现象叫做脱碳。脱碳层深度是指从脱碳层表面到脱碳层的基体在金相组织差异已经不能区别的位置的距离。 钢表层的脱碳大大降低了钢材的表面的硬度、抗拉强度、耐磨性和疲劳极限。因此,在工具钢、轴承钢、弹簧钢等的相关标准中都对脱碳层有具体规定。重要的机械零部件是不允许存在脱碳缺陷的,为此,在加工时零部件的脱碳层是必须除净的。
试验标准
试验方法
GB/T224-2008
钢的脱碳层深度测定法
ISO 3887-2003
钢脱碳层深度的测定
ASTM E 1077-01(R05)
不锈钢中α-相面积含量金相测定
1、金相法
金相法是在光学显微镜下观察试样从表面到心部随着碳含量的变化而产生的组织变化。此方法适用于退火或正火组织(铁素体+珠光体)的钢种,也可以有条件的用于调质、淬火+回火、轧制或锻造状态的产品。
1.1 试样的选取与制备
选取的试样检验面应垂直于产品纵轴,为保证取样的代表性,可截取试样同一截面的几部分,以保证总检测周长不小于35mm。小试样(直径不大于25mm的圆钢、或边长不大于20mm的方钢)要检测整个周边。具体取样数量和取样部位应在有关产品的标准中规定。
如紧固件类产品,应根据GB/T3098.1-2010《紧固件机械性能螺栓、螺钉和螺柱》,选取的试样在距螺纹末端约一个公称直径(1d)、沿螺纹轴心线截取一纵向截面的试件。截取试样时不能使检测面受热而发生变化。试样边缘不得倒圆、卷边,试样应该镶嵌入塑料中或安装在夹具中。用2%~3%硝酸酒精进行腐蚀,以显示钢的组织结构。
1.2 脱碳层的测定
总脱碳层的测定—-在中碳钢、低合金钢中是以铁素体与其他组织组成的相对量变化来区分的。借助于测微目镜或直接在显微镜毛玻璃屏上测量从表面到其组织和基体组织已无区别的那一点距离。对每一试样,在最深的均匀脱碳区一个视场内,应随机进行几次测量(至少需5次),以这些测量值的平均值作为总脱碳层深度;而对于工具钢、轴承钢、弹簧钢是测量最深处的脱碳层作为总脱碳层深度的。
全脱碳层的测定---全脱碳层是指试样表面脱碳后得到的全铁素体组织,因此,测量时应从表面测至有渗碳体或有珠光体出现的那一点,或测量产生全铁素体组织的渗度为全脱碳层深度。
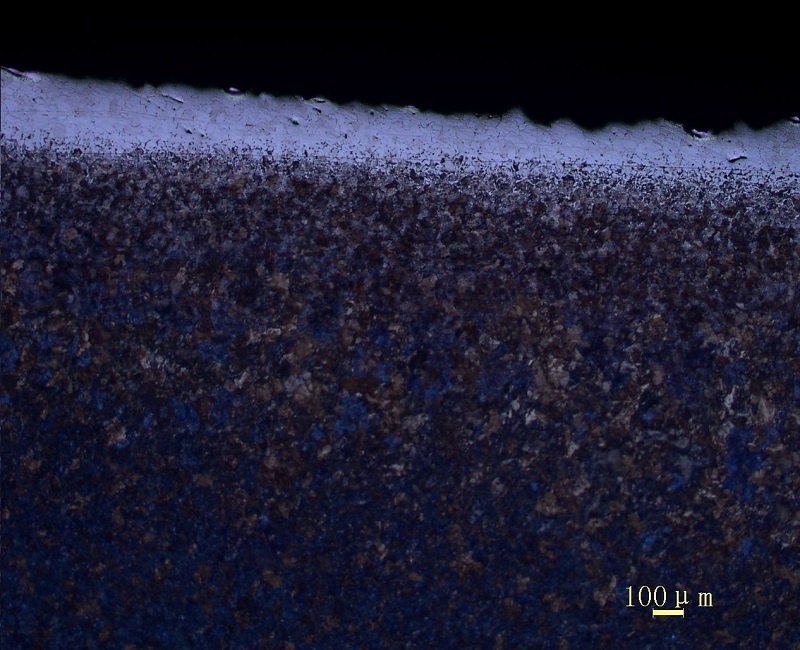
放大倍数的选择取决于脱碳层深度,如果需方没有特殊规定,通常采用的放大倍数为100倍。一般来说,具有近似平衡组织的钢种脱碳层取决于珠光体的减少量(见图1~图4)。

图1 60Si2Mn弹簧钢的全脱碳层深度100X

图2 65Mn弹簧钢的总脱碳层深度 100X

图3 20MnTiB调质钢的总脱碳层深度 200X

图4 35#调质钢的总脱碳层深度 100X
2、硬度法
2.1 显微硬度法
显微硬度法此方法是测量在试样横截面上沿垂直于表面方向上的显微硬度值的分布梯。这种方法只适用于脱碳层相当深但和淬火区厚度相比却又很小的钢种,显微硬度法对低碳钢不准确。
试样的选取和制备与金相法一致,应小心防止试样过热,为减少测量数量的分散性,要尽可能用大载荷,原则上此载荷应在0.49-4.9N(50-500gf)之间。压痕之间的距离至少应为压痕对角线长度的2.5倍。
如对于紧固件产品,显微硬度法仅适用于螺距P大于1.25mm的螺纹,用 300g负荷显微维氏硬度计,测量在螺纹横截面螺纹中径线上,第2点的维氏硬度值应等于或大于第1点硬度值减去30个维氏硬度单位.若低于30个维氏硬度单位,则计算为脱碳层深度。
2.2 洛氏硬度法
用洛氏硬度计测定时,直接在试样的表面上测定。对不允许有脱碳层的产品,直接在试样的原产品表面上测定,对允许有脱碳层的样品,在去除允许脱碳层的面上测定。洛氏硬度法根据GB/T230.1-2009测定洛氏硬度值HRC,此方法只用于判定产品是否合格。
3、测定碳含量法
3.1 化学分析法
用化学分析法测定逐层剥取的金属屑的含碳量,以确定脱碳层深度。用机械加工的方法,平行于试样表面逐层剥取每一层的深度为0.1mm厚的试屑,事先应清除氧化膜;收集每一层上剥取的金属试屑,按GB/T20126-2006测定碳含量,从表面到达到规定数值的那一点的距离,即为脱碳层深度。
3.2 光谱分析法
将平面试样逐层磨削,每层间隔0.1mm,在每一层上进行碳的光谱测定。要设法使逐层的光谱火花放电区不重叠。测量从表面到碳含量达到规定数值的那一点的距离,即为脱碳层深度。一般只适用于具有合适尺寸的平面试样。